产品别名 |
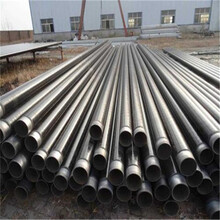
弯管,大小头,弯头,三通 |
面向地区 |
全国 |
壁厚 |
2-25 mm |
密度 |
235 |
颜色 |
黑色 |
拉伸强度 |
300-500 Mpa |
长度 |
自定 m |
类型 |
直角式 |
产地 |
河北 |
材质 |
碳钢 |
管厚 |
2-60mm |
执行标准 |
国标 |
重量 |
理论重量kg |
特殊功能 |
耐高压 |
种类 |
弯头 |
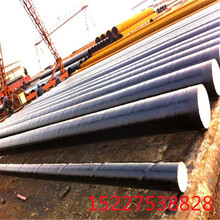
纯弯曲时,管子在外力距M作用下其中性层外侧臂壁受拉应力&1作用而减薄,内侧受压应力。作用而增厚,合力N1和N2使管子横截面发生变化。基于这一因素,引起弯管质量下降主要原因为RX与SX所以,GBJ235—82中,对各种压力等级情况下的RX值以及外侧的减薄量均做了明确规定,目的是为了控制RX与SX的值,从而确保质量。
弯曲成形速度对成形质量的主要影响为:速度太快,容易造成导管弯曲部分的扁平,圆度达不到要求,造成导管的拉裂、拉断;速度太慢,容易造成导管的起皱和压紧块打滑,大管径的管子易形成导管弯曲部分的下陷。针对这两台数控弯管机上大量的试验,将导管的弯曲速度确定为机器大弯曲速度的20%-40%为宜。
弯管机进行管材的弯曲和板料的弯曲一样。在纯弯曲的情况下,外径为D,壁厚为t的管子受外力矩M的作用发生弯曲时,中性层外侧管壁受拉应力σ1作用,管壁变薄;中性层内侧管壁受拉应力σ1作用,管壁变厚。而且横截面的形状由于受合力F1和F2的作用由圆形变为近似椭圆形,当变形量过大时,外侧管壁会产生裂纹,内侧管壁会出现起皱。